01
CNC Edge Defect
Face Chip-Out Or Bottom Breakout
Often tied to dull tooling, wrong compression geometry, poor scoring, weak hold-down, unsupported exits, or feed/RPM mismatch.
FENIX is a premium nanotech matt material used for cabinet doors, panels, furniture, work surfaces, commercial interiors, and high-design applications. Its anti-fingerprint, soft-touch, low-reflective surface is the value, so CNC routing, saw cutting, bonding, edgebanding, cleaning, stacking, and handling must protect the face from polishing, scratching, dust contamination, edge chips, and direction mistakes.
FENIX is chosen for the way it looks and feels: extremely matt, soft-touch, anti-fingerprint, and premium. That surface can be damaged by dirty handling, dragging parts, abrasive dust, poor carts, aggressive cleaning, heat, dull tools, or weak scoring.
The production strategy needs to protect the matte face from the first cut through final installation. Tooling, scoring, bonding, edgebanding, film handling, dust extraction, cleaning, stacking, and operator habits all affect the result.

Use this as the preferred outline cutter for FENIX-faced panels on a CNC nest when both faces, finished edges, and production stability matter.
View Product
Beam saws and sliding table saws should use a properly matched main blade and scoring blade to reduce underside breakout and keep finished edges clean.
View Scoring Blades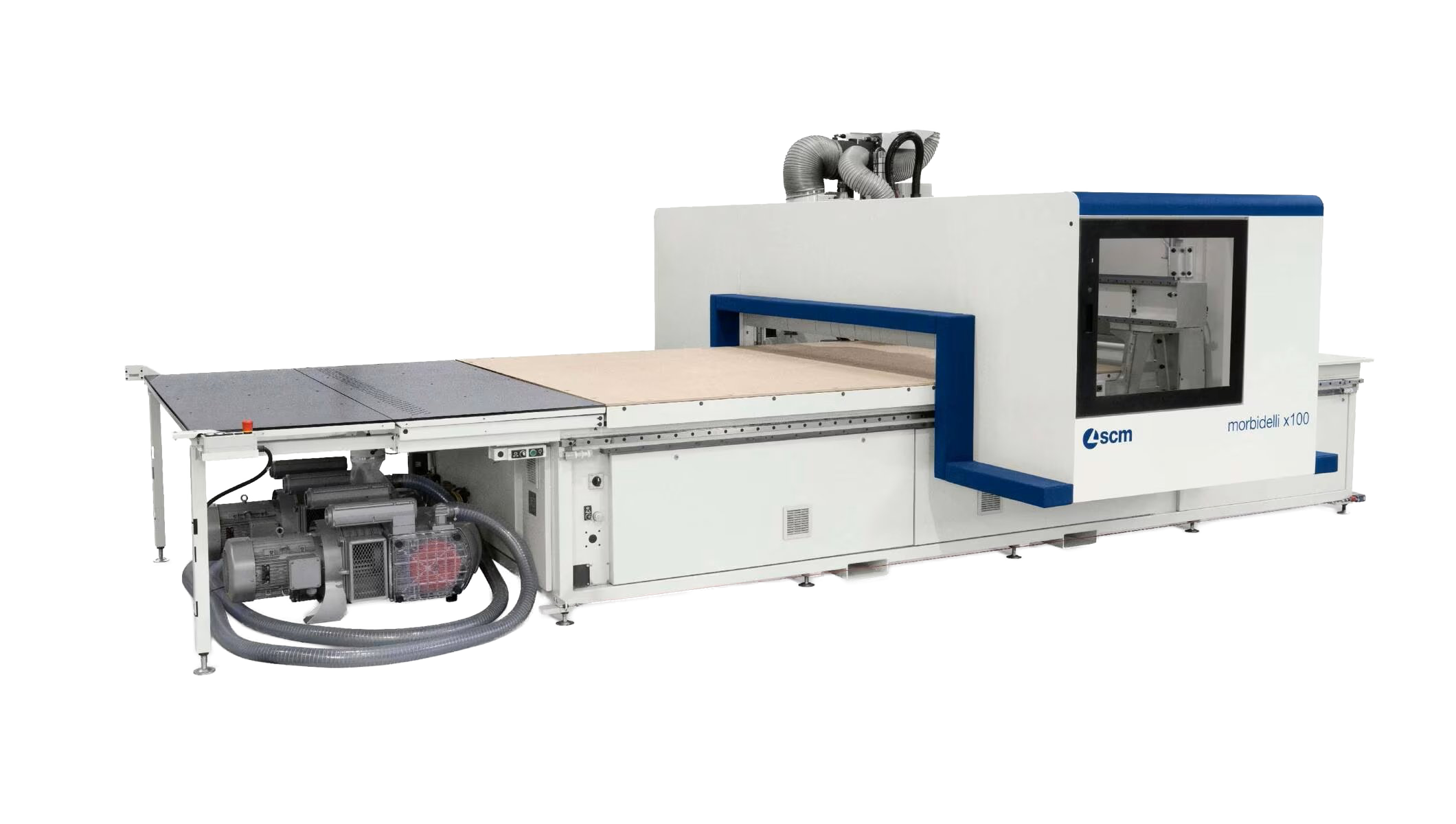
For high-quality FENIX processing, a stable CNC nesting platform helps support cleaner routing, better hold-down, repeatable labels, and smoother part flow.
View CNC Nesting MachinesFENIX production is about protecting a high-value surface while still delivering repeatable shop output. Tooling, scoring, bonding, edgebanding, film handling, dust extraction, cleaning, stacking, and operator habits all affect whether the final part looks premium or rejected.
Book FENIX Process ReviewAlways confirm the exact FENIX SKU, thickness, colour, format, laminate direction, protective film, substrate, and supplier data before nesting, quoting, bonding, or building production settings.
Clean FENIX work is not only a tooling conversation. The best results come from matching CNC tooling, panel saw scoring, bonding, edgebanding, dust collection, film control, direction planning, labelling, handling, and inspection into one controlled workflow.
Exact CNC and saw settings depend on the machine, spindle, saw, tooling diameter, blade geometry, substrate, laminate thickness, part size, vacuum, dust extraction, film condition, and desired production rate.
FENIX edge quality is not only about bond strength. The edge has to support the ultra-matte face, colour match, glue-line control, trimming, scraping, buffing, cleaning, and final visual inspection.
A premium FENIX part can fail at the edge if the CNC cut, saw cut, substrate, laminate bond, glue system, edge tape, pre-mill, trimming, scraping, or buffing process is not controlled.
Start with a clean compression cut or properly scored saw cut, then control glue choice, pressure, edge colour, scraper pressure, buffing pressure, and cleaning so the finished matt face is not polished or marked.
FENIX issues are usually caused by the interaction between the matt surface, laminate format, substrate, machine setup, tooling, scoring, hold-down, dust extraction, edging strategy, cleaning, and handling.
Often tied to dull tooling, wrong compression geometry, poor scoring, weak hold-down, unsupported exits, or feed/RPM mismatch.
Can happen when parts drag across debris, operators over-clean abrasively, tools rub instead of cut, or handling creates localized burnishing.
Often caused by dirty tables, conveyor debris, rough carts, dragging parts, stacking finished faces together, or chips trapped under protective film.
Occurs when the pressed panel, laminate bond, edge prep, glue system, pre-mill, or edge banding colour is not coordinated with the FENIX surface.
Use this section for Titan demos as they are produced. Each demo should connect directly to a real FENIX production issue and a recommended tooling, machine, edge, or handling category.
Compare edge quality on matte FENIX-faced panels using the GreenCap 1/2 inch MTCE compression bit, feed, RPM, hold-down, and dust extraction.
Show how scoring blade width, height, alignment, and sheet support affect underside chip-out and edge quality on premium matt laminate surfaces.
Demonstrate part handling, film management, stacking, cleaning, separator use, cart discipline, and face protection for FENIX components.
Use this form when FENIX is chipping, scratching, polishing, breaking out, banding poorly, showing direction issues, creating edge defects, or getting damaged during handling. The goal is to identify whether the issue is tooling, scoring, CNC hold-down, dust extraction, saw setup, bonding, edging strategy, direction control, cleaning, or material handling.