Panel Applications / Master Oak / UNILIN Decorative Panels
Oak Look · Synchronized Texture · Matched Edges
Process Master Oak Cleanly While Protecting The Synchronized Oak Texture.
Master Oak gives shops the natural look and feel of oak with the durability of modern melamine and HPL. The deep brushed, synchronized woodgrain surface is the value, so cutting, scoring, edging, handling, and part orientation need to protect the texture, grain direction, and finished face from chips, scratches, dust, drag marks, and handling damage.
Synchronized TextureThe oak look is the value, so scratches, drag marks, dust, and wrong orientation can damage the premium visual effect fast.
02
Cut CleanlyCompression tooling, scoring blades, hold-down, and stable feed control help protect top and bottom faces through the cut.
03
Control Grain FlowPart orientation, long-grain and end-grain edge planning, stacking, and assembly sequence need to stay aligned.
04
Think System-WideThe best Master Oak result comes from matching tooling, scoring, vacuum, edgebanding, grain direction, handling, and inspection together.
Material Handling Mindset
Master Oak Should Be Processed Like A Premium Visible Surface.
Master Oak is not a generic commodity melamine panel. Its selling point is the realistic oak appearance, synchronized texture, matte finish, and matched panel / HPL / edge system.
Production needs to maintain that premium look through CNC cutting, panel saw cutting, edgebanding, stacking, carting, packaging, and installation sequencing. The cut has to respect the design, not just the core.
Beam saws and sliding table saws should use a properly matched main blade and scoring blade to reduce underside breakout and preserve the premium surface.
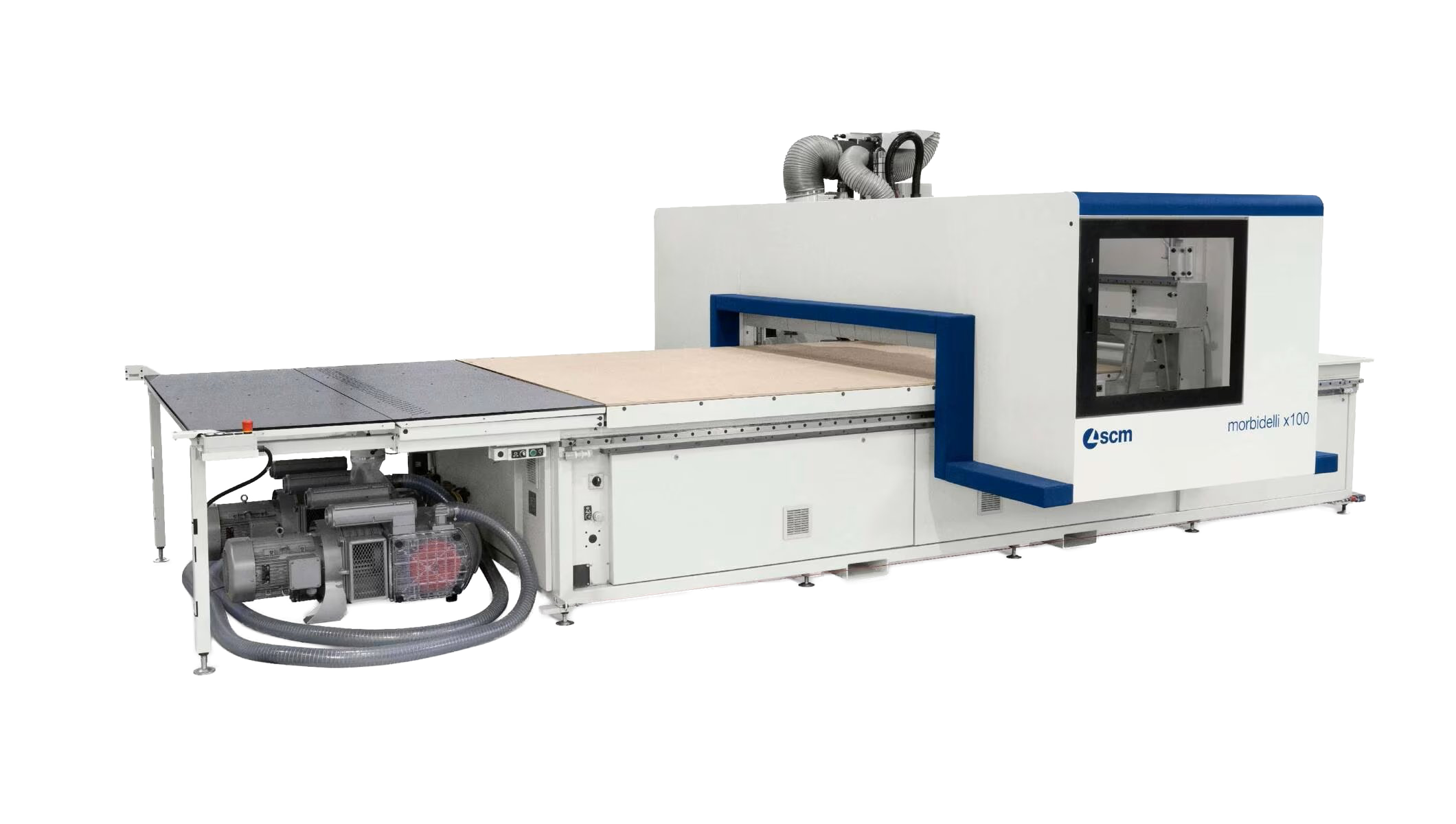
For high-quality Master Oak processing, a stable CNC nesting platform helps support cleaner routing, better hold-down, repeatable labels, and smoother part flow.
The Cut Has To Respect The Design, Not Just The Core.
Master Oak production is about preserving a premium oak effect. The CNC setup, scoring setup, edge-banding plan, part orientation, dust control, and handling process all affect whether the finished project looks like a coordinated oak installation or a pile of mismatched parts.
Panel SystemMaster Oak is a UNILIN decorative surface program designed to combine the natural look and feel of oak with the durability of melamine and HPL.
Available DesignsMaster Oak is available in multiple oak designs, with a deep brushed finish, extremely matte appearance, and synchronized woodgrain structure.
Panel SubstratesMaster Oak panels are available on particleboard or MDF substrates. Confirm substrate before machining because core density affects cutting, screw holding, edge banding, and dust load.
Panel / Laminate SizesConfirm panel or laminate format before nesting, cutting, or optimizing yield. Sheet size directly affects layout, direction control, and waste.
Matching EdgesMaster Oak includes matching edging tape, including long-grain and end-grain options. Edge direction and part orientation should be planned early.
Production NoteMaster Oak can be durable, but the textured decorative face can still be damaged by poor handling, dirty conveyors, dull tooling, or uncontrolled stacking.
Know The Material Before You Cut It
Key Master Oak Panel Specification Notes.
Always confirm the exact Master Oak SKU, decor, substrate, thickness, sheet size, matching edge, laminate requirement, and supplier data before nesting, quoting, or building production settings.
Clean Master Oak production is not only a tooling conversation. The best results come from matching the CNC, panel saw, scoring setup, edge banding, dust collection, grain-direction planning, labelling, handling, and inspection into one controlled workflow.
Exact CNC and saw settings depend on the machine, spindle, saw, tooling diameter, blade geometry, substrate, part size, vacuum, dust extraction, grain direction, and desired production rate.
Preferred CNC CutterUse the GreenCap 1/2 inch MTCE compression cutter as the preferred outline tool for Master Oak nesting when premium visible-surface stability is the priority.
Cutting MethodCNC compression routing is a strong starting point for nested Master Oak production. Saw workflows should use matched main and scoring blades.
Feed StrategyUse a feed rate that cuts clean chips without rubbing. Validate edge quality on offcuts before committing premium decor panels to full production.
RPM StrategyBalance RPM against feed speed. Excessive rubbing can heat the edge, shorten tool life, and increase chipping or burnishing on decorative surfaces.
Hold-DownVacuum, spoilboard condition, gasketing, and part size affect cut quality. Any movement can show as chatter, chip-out, or poor edge-banding prep.
Grain DirectionMaster Oak projects often depend on oak grain direction and matched visual flow. Part orientation should be controlled in nesting, cutting, stacking, and assembly.
Edgebanding
Master Oak Edge Strategy For Grain-Matched Workflows.
Master Oak edge quality is not only about bond strength. The edge also has to respect oak direction, long-grain and end-grain choices, surface texture, colour match, and the finished design intent.
Summary
Plan The Edge Before The First Sheet Hits The Table.
Poor Master Oak edge results often come from treating every edge the same. Long-grain and end-grain edge tape, part orientation, cabinet elevation, door layout, wall-panel sequencing, and visible edges should be planned before nesting.
A clean CNC or saw edge gives the edgebander a better foundation. A poor edge can cause glue-line problems, weak trimming, fuzzy core, visible mismatch, and extra hand cleanup on a premium decorative panel.
Long-Grain EdgeUse long-grain edge where the finished part needs the visual flow of continuous oak grain along cabinet sides, shelves, doors, fronts, or panels.
End-Grain EdgeUse end-grain edge where the design calls for realistic board ends, exposed furniture details, or a more natural oak construction effect.
Pre-Mill ConditionPre-milling can improve the edge surface, but it cannot fully recover badly chipped, heated, fuzzy, or unstable cuts from the saw or CNC.
Finish QualityGlue colour, tape alignment, trimming, scraping, buffing, and final cleaning all matter because the Master Oak edge is part of the design language.
Common Issues
Production Issues To Watch For.
Master Oak defects are usually caused by the interaction between material, machine, tooling, spoilboard, scoring, dust extraction, grain direction, edge selection, handling, and operator workflow.
01
▧
Visible Edge Defect
Top Or Bottom Chip-Out
Usually tied to dull tooling, weak compression geometry, scoring issues, unsupported exits, poor vacuum, or part movement during the final pass.
02
◇
Design Flow Issue
Grain Direction Mismatch
Doors, fronts, fillers, wall panels, and exposed ends can look wrong if orientation, labels, stacking, or long-grain / end-grain edge planning is not controlled.
03
△
Surface Damage
Texture Scratches Or Drag Marks
Dirty tables, conveyors, carts, rollers, stacked debris, dust, and careless offloading can mark the synchronized oak texture before the part is installed.
04
✓
Edgebanding Issue
Poor Edge Match Or Glue Line
Common causes include wrong edge direction, wrong tape, dirty edge, poor pre-mill, incorrect glue application, scraper issues, or weak pressure.
Process Demos
Master Oak Demo Content That Supports The Shop Floor.
Use this section for Titan demos as they are produced. Each demo should connect directly to a real Master Oak production issue and a recommended tooling, machine, edge, or handling category.
Master Oak Compression Bit Test
Compare edge quality, top-face finish, bottom-face breakout, and chip evacuation using the GreenCap 1/2 inch MTCE compression bit.
Scoring Blade Setup For Oak-Look Panels
Show how scoring blade width, height, alignment, and sheet support affect finished-face breakout on Master Oak panels.
Grain Direction And Handling Demo
Demonstrate part orientation, long-grain/end-grain edge planning, stacking, and face protection for Master Oak projects.
Master Oak Troubleshooting Request
Send Us The Master Oak Issue. We’ll Help Protect The Oak Look.
Use this form when Master Oak is chipping, scratching, breaking out, banding poorly, showing grain-direction problems, creating edge defects, or getting damaged during handling. The goal is to identify whether the issue is tooling, scoring, CNC hold-down, dust extraction, saw setup, edging strategy, part orientation, or material handling.
Top or bottom chip-out during CNC routing or saw cutting.
Texture scratches from tables, conveyors, carts, rollers, or stacking.
Grain-direction mismatch between doors, panels, fillers, or wall components.
Long-grain / end-grain edge tape confusion or poor edge match.
Bottom breakout from scoring errors or unsupported CNC final passes.
Chatter, vibration, bad edge quality, or short tool life.
Fuzzy core, poor edge-banding prep, or visible glue-line defects.
Parts moving on the CNC table or losing vacuum.
Dust contamination, static cling, or debris scratching the finished texture.
Handling dents, crushed corners, face scuffs, or edge bruising after cutting.