01
Visible Edge Defect
Micro-Chipping
Usually tied to dull tooling, weak compression geometry, poor scoring, unsupported bottom face, incorrect feed/RPM balance, or part movement.
AGT high-gloss, matte, PET, acrylic, and decorative MDF panels demand sharp tooling, stable feed rates, clean hold-down, controlled chip evacuation, and the right cutting method. Titan helps cabinet shops dial in the machine, tool, and process before expensive panels become expensive rejects.
High-finish panels punish weak tooling and sloppy setup. The goal is not simply to cut the panel. The goal is to protect the finished face, maintain edge quality, prevent heat damage, and keep production repeatable across full runs.
AGT results depend on the whole system: tool sharpness, spindle speed, feed rate, material hold-down, dust extraction, protective film condition, toolpath strategy, edge-banding prep, operator handling, and machine rigidity.

Use this as the preferred outline cutter for AGT panels on a CNC nest when finished faces, long cuts, exposed edges, and production stability matter.
View Product
For saw processing, a properly adjusted scoring blade is one of the biggest factors in reducing bottom-side chip-out on finished decorative panels.
View Scoring Blades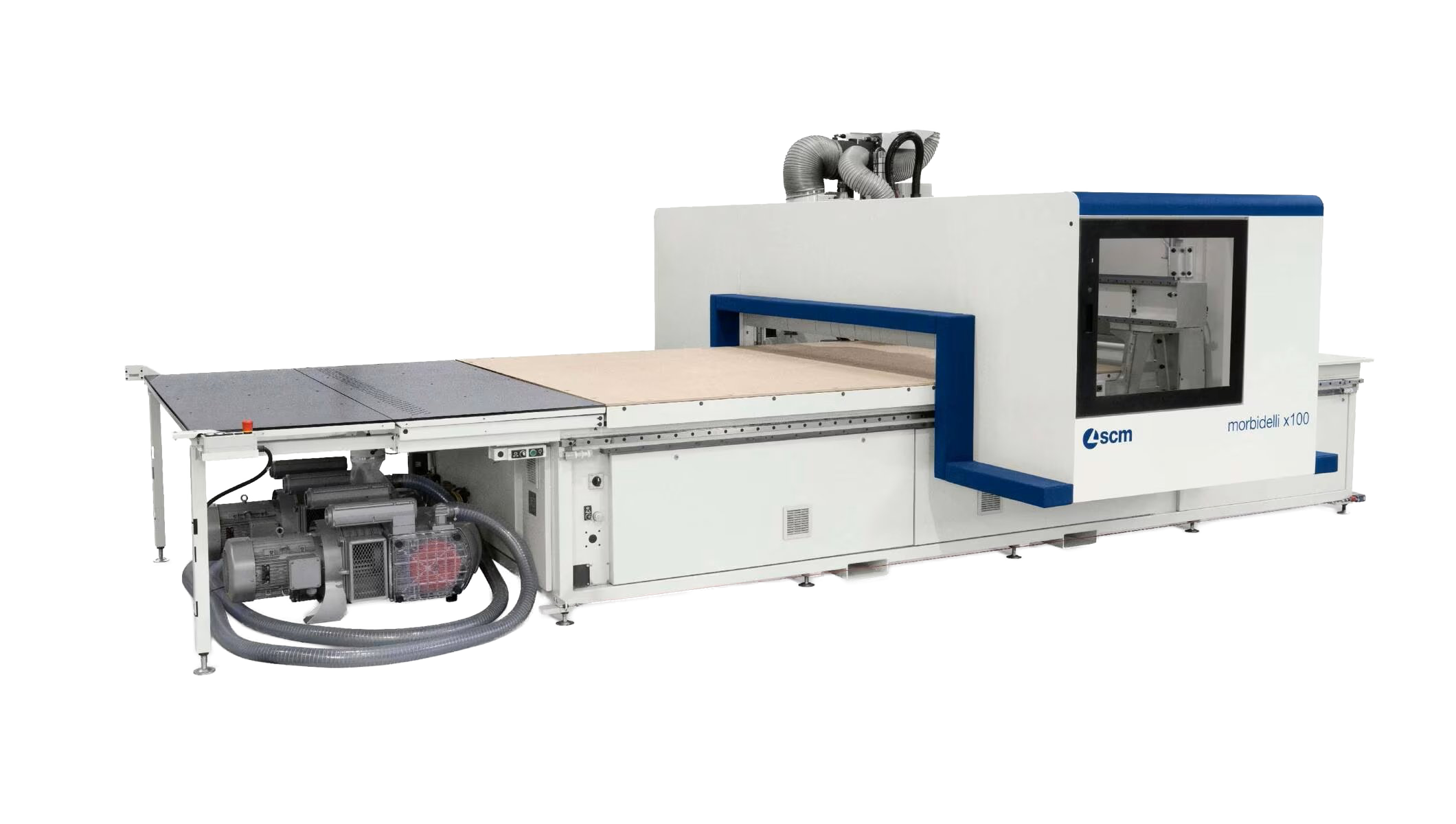
For high-quality AGT processing, a stable CNC nesting platform helps support cleaner routing, better hold-down, repeatable labels, and smoother part flow.
View CNC Nesting MachinesAGT results depend on the whole setup working together: tool sharpness, spindle speed, feed rate, vacuum hold-down, dust extraction, protective film condition, toolpath strategy, edge-banding prep, operator handling, and machine rigidity. If one part of the system is weak, the defect usually shows up as micro-chipping, face scratches, film drag, heat damage, or poor edge-banding prep.
Book Tooling OptimizationAGT high-finish panels require a cutting strategy built around finish protection. A clean edge is not only about the tool. It is also about dust extraction, chip load, film condition, hold-down, part movement, tool projection, and how the panel is handled after cutting.
A shop can make the same cutter look excellent or terrible depending on the setup. That is why the best result comes from validating the full process on offcuts before the next production run.
Exact CNC and saw settings depend on the customer’s machine, spindle, saw, tooling diameter, blade geometry, sheet thickness, surface type, part size, vacuum, dust extraction, and desired output rate.
High-finish AGT parts need an edge that supports the finished face, the core, and the banding process. The cleaner the edge is before the edgebander, the more consistent the glue line, trimming, scraping, and final polish will be.
AGT panels can show edge defects quickly because the surface is already finished and often reflective. A clean compression cut or properly scored saw cut gives the edgebander a better starting point.
Glue choice, pre-mill condition, edge tape selection, trimming, scraping, buffing, and part handling should be matched to the surface type and final quality target.
High-finish AGT problems are usually expensive because the finished surface is already the final visual product. Catching the common failure points early keeps more parts usable.
Usually tied to dull tooling, weak compression geometry, poor scoring, unsupported bottom face, incorrect feed/RPM balance, or part movement.
Often caused by dirty tables, trapped chips, static dust, careless stacking, dragging, return systems, conveyors, or poor film handling.
Can happen when tooling rubs instead of cuts, chip evacuation is weak, feed speed is wrong, or the tool is too dull for a clean finished-panel edge.
Fuzzy MDF core, chipped faces, heat damage, or vibration marks can show later as glue-line visibility, trimming problems, or weak finished-edge quality.
Short demos can show what cleaner compression cutting, proper scoring, film control, and careful high-finish panel handling look like in real production conditions.
Compare edge quality on AGT using the GreenCap 1/2 inch MTCE compression bit, feed strategy, RPM, dust extraction, and hold-down setup.
Show how scoring blade height, alignment, blade condition, and sheet orientation affect bottom breakout on high-finish decorative panels.
Demonstrate carts, stacking, part separation, offloading, inspection, film management, and scratch prevention for AGT components.
Use this form when AGT is micro-chipping, scratching, burning, smearing, lifting film, banding poorly, drilling poorly, or getting damaged during handling. High-finish panels need the full process dialed in.